发酵工序操作规程
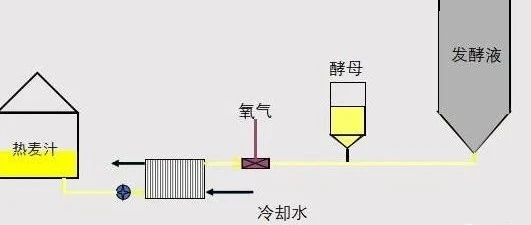
点击上方蓝字 | 关注我们啤酒发酵是一个复杂的生化和物质转化过程,酵母的主要代谢产物是乙醇和二氧化碳,同时也形成—系列发酵副产物,如醇类、醛类、酸类、酯类、酮类和硫化物等物质。这些发酵产物决定了啤酒的风味、泡沫、色泽和稳定性等各项理化性能,同时也赋予了啤酒典型的特色。所以规范的啤酒发酵技术操作也是保证啤酒品质的关键,在啤酒酿造过程中发挥着重要作用。小编今天整理了一份啤酒酿造过程中的《发酵工序操作规程》,供大家学习参考,一起养成良好的工作习惯。一、发酵工艺流程图二、发酵工序操作规程1、发酵罐清洗(1)待发酵罐内出酒完毕,开启清洗管道排压阀泄压至0兆帕 ;开始连接CIP洗涤管道及回收管道,并打开取样阀。(2)检查各洗涤罐碱液、消毒剂浓度是否符合工艺要求;检查阀门是否严密。(3)开启清水罐出口阀、洗涤泵,用水冲洗发酵罐至水中无泡沫、无明显料状物,冲洗完毕,关闭洗涤泵和清水罐出口阀,等待发酵罐中残水排放干净。(4)开启碱液罐出口阀、洗涤泵,适当调小回流阀门,用温热碱液循环洗涤30分钟;用碱洗涤完毕,关闭洗涤泵、碱液罐出口阀,等待发酵罐中残碱回流干净。(5)开启热水罐出口阀、洗涤泵,用温热水冲洗发酵罐残碱至发酵罐流出的水液检测呈中性,冲水完毕,关闭洗涤泵、热水罐出口阀,待发酵罐内残水排放干净。(6)开启消毒液罐出口阀、洗涤泵,适当调小回流阀门,用消毒液循环杀菌30分钟;杀菌完毕,关闭洗涤泵和消毒液罐出口阀,等待发酵罐内消毒液回流干净。(7)注意:如果发酵罐杀菌后,超过24小时发酵一直没有使用的话,待使用前发酵罐必须重新杀菌,方可使用。(8)清洗过程要检查洗涤器或洗球是否畅通,如有异常,须立即开罐维修,并按清洗程序重新洗涤、杀菌。(9)注意:清洗过程中,要检查所清洗的发酵罐内及相关管道内要排放干净洗涤残液,避免造成食品安全事故。2、酵母添加器杀菌(1)酵母添加器每次用完后,必须用清水冲洗干净。(2)杀菌前要检查酵母添加器内是否干净,检查管路是否有遗留酵母泥或杂质,并再次冲洗干净后,连接管路准备杀菌。(3)过料前要用高于90℃热水杀菌20分钟;完毕,待冷却降至常温后再启用。(4)注意:禁止杀菌刚结束,温度没有降下来就加酵母。3、发酵操作(1)在麦汁打进发酵罐前,对麦汁管道用高于90℃热水杀菌20分钟,(杀菌时开启管道上的取样阀)。 (2)检查管路连接是否正确,关闭发酵罐取样阀,开启排气阀和罐底阀。(3)高温杀菌、检查完毕,开始向发酵罐打入麦汁,待麦汁从头管道流出,操作人员立即将阀门切换为进发酵罐状态,并注意查看;(4)麦汁进罐后5~15分钟(根据罐的容积大小合理设计时间),开始添加酵母。另麦汁进罐开始加充氧气,充氧量达到8ppm,与麦汁混合均匀,形成细密的气泡,直至麦汁进罐完毕。(5)麦汁进罐完毕,操作人员将管道内的积存麦汁用热水顶入发酵罐后,关闭罐底阀。(6)发酵酵中麦汁满罐后,记录满罐时温度,测量满罐糖度,4小时后测满罐酵母数,若满罐酵母数低于1200万/ml,应立即追加适量酵母。(7)注意:随时观察控制发酵状态和罐内温度、压力,并实事求是、及时地做好记录。测糖要求,自满罐起,每班上、下班各测糖一次,临近升温、升压时,适当加大测糖频率,直至封罐升压;温度、压力和对应时间必须每班上、下班各记录一次;4、发酵控温及降温操作(1)麦汁满罐后的主酵期间或(升温)处理双乙酰期间,须适时(或自动控制)控温,以保持工艺要求的温度。(2)升压期间,适时(或自动控制)调温,以维持正常工艺要求的温度;(3)降温开始,以0.3~0.5℃/hr的速度降温至5℃时;(4)自5℃起,以0.1℃/hr降温,直至-1℃~0.5℃后贮;(5)出酒过程中,始终控制酒液温度在-1℃~0.5℃,待酒液完毕,立即关闭所有冷媒阀。5、酵母回收、排放和添加(1)发酵液降温至5℃以下,即可开始排放酵母;(2)后贮(-1℃~0.5℃)期间,每日(或灌酒前)排放残余酵母一次,直至酒液完毕;如果后贮(-1℃~0.5℃)时间大于两周,每三天排放一次酵母,直至酒液完毕;(3)如果酵母回收使用,使用前,需将酵母添加器进行杀菌(参见“2” );(4)回收酵母使用时,需将酵母头部分(死酵母)排入地沟,然后用消毒胶管连接取酵母种泥于无菌容器,添加至酵母添加器中,开启冷麦汁阀“2”与冷麦汁一同流入发酵罐中。澜埔国际酿酒学院技术咨询电话13287763383 15662693113扫码关注我们微信公众号 | zw-lab