知识|啤酒缺陷形成的原因
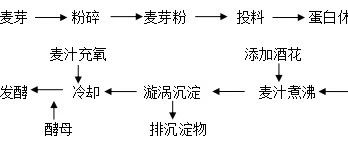
点击蓝字/关注我们导致啤酒异味的因素主要有原料质量差、工艺不合理、受有害物质(如被污染的水、霉变的大麦、残余的清洗剂和杀菌剂的污染)、生产过程中的微生物污染、运输、贮存和销售条件差等。下面小编整理了部分啤酒中常见口味缺陷的原因,供大家参考。一、不舒适的苦味消费者经常指责啤酒中有不舒适的苦味,多表现为入口不细腻,苦味粗糙和后苦,其原因主要有原料和工艺两大因素。1、原料方面的因素水中的残余碱度,总硬度,镁、铁、锰离子,含量太高;酒花质量差,长时间存放后酒花已经老化,产地不理想;麦芽质量差,如麦皮粗糙且含有较高的蛋白质和鞣质等。2、工艺方面的因素糖化工艺:糖化和麦汁过滤时间长,使过量的鞣质、花色苷和脂肪酸进入麦汁;过滤后的麦汁浑浊不清,下料、搅拌和倒醪时麦汁进氧过多,多酚与氧发生反应。发酵和后贮工艺:冷、热凝固物分离效果不好,泡盖沉溶于酒中,工艺管道长霉,后贮温度过高,且有较多的酵母进入贮酒罐。二、酵母味酵母味是一种令人不舒服的气味和口味,酵母自溶时尤其明显。带有酵母味的啤酒往往具有pH值偏高,色度偏深和泡沫性能较差的特点。导致啤酒酵母味的原因贮酒温度较高和贮酒时间过长,酵母自溶并释出脂肪酸。研究已经证明,这些物质会使啤酒具有不舒适的异香味,并对泡沫产生不利的影响,其中乙酸乙酯和十二酸乙酯含量高时可共同作用形成酵母味,但其中之一不会单独起作用。卫生问题如管道内生长霉菌,也会导致啤酒的酵母味。三、啤酒的生青味啤酒的生青味一般被描述为不成熟的气味和口味。导致啤酒生青味的原因:啤酒的生青味是由于后酵时间太短和后酵工艺不合理造成的。显味物质主要是含硫化合物和含量较高的乙醛。发酵过程中会产生一系列挥发性硫化物如硫化氢、二氧化硫、二甲基硫、甲硫烯醇和一些低分子硫醇。二氧化硫的口味阈值为10 - 20mg/L,而硫化氢的口味阈值仅为0.05- 0.02mg/L。二甲基硫不高于100ug/L时对啤酒口味产生有利,硫醇低于10ug/L人们一般感觉不出来。可挥发性硫化物可以通过发酵中CO2洗涤分离掉,一般情况下存留于啤酒中的量为0.5ug/L,低于口味阈值。二氧化硫在主发酵时达到20mg/L,后发酵期又降下来。二甲基硫的含量取决于麦芽质量,糖化方式和煮沸时间,一般低于100mg/L。硫醇的含量从嫩啤酒直至成品减少到0.5ug/L,但啤酒中只含有微量的硫醇就可产生一种特殊的酵母味和生青味。四、双乙酰味双乙酰的口味阈值在0.1-0.15mg/L之间,深色和麦芽香味浓的啤酒的双乙酰含量较之淡色啤酒稍高。导致双乙酰味的原因:双乙酰含量高一般多是工艺原因所致。一是 α-乙酰乳酸分解不完全,二是感染了啤酒的有害菌如足球菌,二者都会导致双乙酰含量高,而后者往往未能引起足够的重视。五、二甲基硫(DMS)味二甲基硫具有易挥发性,是构成啤酒风味物质的重要组成分。试验已经证明,低浓度的二甲基硫对啤酒的口味有利,但含量高时则会产生不舒适的类似煤味或烤玉米味。口味阈值变化很大,临界范围在150ppb,正常值低于100ppb。对于深色或浓色啤酒人们不容易尝出二甲基硫味。导致DMS味的原因:大麦中的二甲基硫含量并不高,但它的前驱体物质DMSP在发芽过程中就形成了,然后通过焙焦和麦汁煮沸,使之加热分解成易挥发性的 DMS。麦芽中的DMSP含量取决于大麦收获的年份和品种,发芽的时间、温度和湿度,焙焦的时间、温度和麦汁煮沸强度。麦汁煮沸时DMS和DMSP的含量受糖化方式,煮沸温度,煮沸时间,麦汁pH值的影响(pH值越高,麦汁煮沸越强烈,DMSP分解越快)。需要注意的是,DMS易于氧化,与氧结合形成 DMSO,它的沸点高,不易在煮沸时挥发,在啤酒发酵中被酵母还原酶还原成DMS。因此说, DMSO是 DMS 的第二个前驱体物质。麦汁煮沸过程中,应充分使 DMSP受热分解。通过煮沸蒸发,使产生的 DMS尽可能完全挥发。如果温度和加热时间能满足工艺要求的话,则完全可以达到这一效果。然而有些啤酒厂,尽管新安装的麦汁煮沸系统很完善,但煮沸时间却达不到规定的要求,造成漩涡沉淀槽中麦汁中的DMSP又分解成 DMS,而这时的DMS已不能从麦汁中蒸发出去。定型麦汁中DMS含量高肯定会导致成品啤酒的 DMS含量高。这是因为麦汁中除了游离的 DMS外还有DMSP的作用。六、微生物污染引起的口味缺陷微生物引起的口味缺陷如老化味,并不会马上在成品啤酒中表现出来,微生物经过生长繁殖后,其代谢产物才会对啤酒的风味产生危害。通过感官品尝,可以及时发现这一缺陷。导致微生物污染的原因:它们可在未加酵母的定型麦汁中迅速繁殖,有的产生芹菜味,有的产生多酚味,未加酵母的麦汁长时间存放很危险。好氧菌的代谢产物为2,3-丁二醇,醋酸盐,二甲基硫。啤酒生产中最危险的啤酒有害菌是乳酸杆菌和球菌,啤酒乳酸杆菌可导致啤酒产生酸味并伴有浑浊和沉淀。乳酸杆菌在硅藻土过滤或纸板过滤中不可能完全去除,仍有部分保留在清酒中。球菌感染除产生浑浊外,还产生双乙酰,实验表明,每毫升啤酒中含有20000个球菌,双乙酰值就可达到0.25mg/L。同乳酸杆菌相反,球菌可在硅藻土过滤或纸板过滤中去除。下面发酵啤酒中出现的球菌多是在灌装过程中出现的二次污染。革兰氏染色阴性厌氧菌长时间的潜伏后,会突然产生强烈的浑浊,通过其代谢产物如丁酸,戊酸和乙酸使啤酒产生令人恶心气味。澜埔学院酿造技术咨询电话13287763383 15662693113ZW-LAB微信公众号zw-lab