发酵|糖代谢
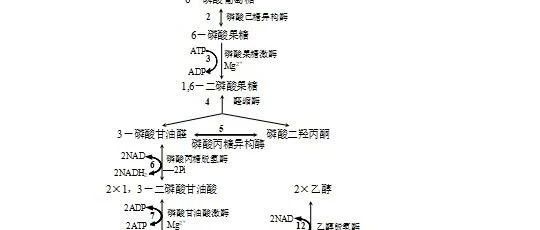
糖代谢发酵液中最终的各种成分及其含量,对啤酒的风格风味有着决定性的作用,而这些成分的生成和变化又与原料及工艺密切相关。所以,了解发酵代谢过程产物的分解和形成十分重要。 今天小编跟大家一起分享糖类的代谢啤酒生产进行糖类代谢的麦汁组成成分中包括糖类、含氮物质、酒花成分、酸性物质、脂类物质、单宁、溶解氧、无机盐、维生素类以及其它固形物等丰富的营养物质,为酵母细胞提供了良好的生存环境,活性酵母在麦汁中吸取营养物质,释放代谢产物。在啤酒麦汁的浸出物中,糖类是其最主要成分之一,它约占麦汁浸出物的90%,其中:葡萄糖和果糖约占糖类物质的10%,蔗糖约占5%,麦芽糖占45%-50%,麦芽三糖占10%-15%,寡糖20%-25%,另外还有少量的戊糖和戊聚糖、β-葡萄糖、异麦芽糖等等。这其中能被酵母发酵的糖类称“可发酵性糖”,如葡萄糖、果糖、蔗糖、麦芽糖、麦芽三糖等称为可发酵性糖,是啤酒酵母的主要碳源营养物质,也是在发酵过程中可被利用的糖类物质,它们的发酵顺序依次为葡萄糖 >果糖 >蔗糖 >麦芽糖 >麦芽三糖。麦汁中的麦芽四糖、麦芽五糖至麦芽九糖、DP9-DP12糊精均不能被啤酒酵母所利用,这些糖类称为不可发酵性糖,又称非糖。一般在实际生产中糖与非糖的比例一般控制为7:3较合适,其中生产淡色啤酒,可发酵性糖含量略高,发酵度高,口感清爽;若生产浓色啤酒,其非糖比例略高一些,可增加啤酒的醇厚感。麦汁中可发酵性糖的组成,因使用的原料和工艺方法不同而异,也因辅料不同和辅料添加量不同, 致使各种糖的含量略有差别。 酵母在通氧后的冷麦汁中消耗可发酵性糖(有氧呼吸),糖类被分解成水和CO2,获取的生物能,使酵母细胞快速增殖,并释放多余的热量。葡萄糖的发酵过程是比较复杂的,约有96%的可发酵性糖被酵母酵解为乙醇和CO2,它在酵母多种酶的作用下,经过一系列复杂的生化反应转化,先酵解成丙酮酸,再在酵母内丙酮酸脱羧酶、乙醇脱氢酶等作用下经乙醛,最后生成乙醇和CO2。麦汁中的主要可发酵性糖是麦芽糖。此外,麦汁中的糖分并不是同时发酵,酵母最先利用单糖,然后才能利用双糖、三糖。由此将发酵糖分为起发酵糖(单糖)、主发酵糖(双糖)和后发酵糖(麦芽三糖)。 葡萄糖和果糖首先进入酵母细胞内,直接参与其新陈代谢;蔗糖需经酵母分泌在细胞表面的蔗糖酶转化为葡萄糖和果糖后,才能进入酵母细胞,进行发酵。啤酒酵母对麦芽糖和麦芽三糖的利用,因酵母种类不同而异。对下面酵母来说,当麦汁中含有较多的葡萄糖时,会抑制酵母细胞分泌麦芽糖渗透酶。没有这种渗透酶的作用,麦芽糖不能进入细胞内,须待葡萄糖和果糖的浓度发酵降至一定程度后,才能消除这种抑制作用,酵母细胞开始分泌麦芽糖渗透酶,使麦芽糖得以进入细胞内,再经α-葡萄糖苷酶分解为单糖后,始能酵解。葡萄糖的这种抑制作用称为“分解代谢抑制”或“葡萄糖阻遏效应”。同样,只有麦芽糖浓度降低至一定程度后,酵母细胞才能分泌麦芽三糖渗透酶,使麦芽三糖进入酵母细胞,进行发酵。在正常麦汁中,这种抑制作用并不突出,但如果麦汁中加入多量的葡萄糖或蔗糖,则将会严重抑制麦芽糖和麦芽三糖的发酵。有些上面酵母,在有葡萄糖的存在下,仍能保持其发酵麦芽糖和麦芽三糖的能力,因此,上面酵母的发酵速度相对较快。发酵过程中糖的转化及代谢速度受下列因素的影响:01麦汁特性发酵速度首先取决于麦汁中冷凝固物和热凝固物的分离程度、麦汁溶解氧量以及麦汁的组成。02发酵温度酒精发酵速度随温度上升明显加快,而低温下发酵速度会减慢。03酵母浓度酵母细胞和麦汁之间的接触面积对于物质转化非常重要。接触面积随酵母细胞浓度的增加而扩大。酵母浓度一般用细胞个数(个/ mL)来表示。酵母细胞在生长最旺盛阶段可达3~4千万个/ mL,在某些工艺过程中甚至更高。04机械作用机械运动如循环、搅拌等,可加强酵母细胞和麦汁的接触,使发酵加速。05酵母菌种 发酵速度也是每个酵母菌种的遗传特性,不同酵母菌种的发酵速度也不相同。06压力在发酵过程中,如果压力高升,这会使酵母增殖及发酵速度减慢,并使发酵副产物的形成及含量发生改变。通过这一期的内容,大家应对发酵过程糖代谢有了基本的了解。继续关注我们,Get更多啤酒酿造技能知识哦!澜埔国际酿酒学院咨询电话4000048926 13287763383 15662693113啤酒作证,上帝是爱我们!